����λ�� >> ������Ѷ >> ��ҵ����
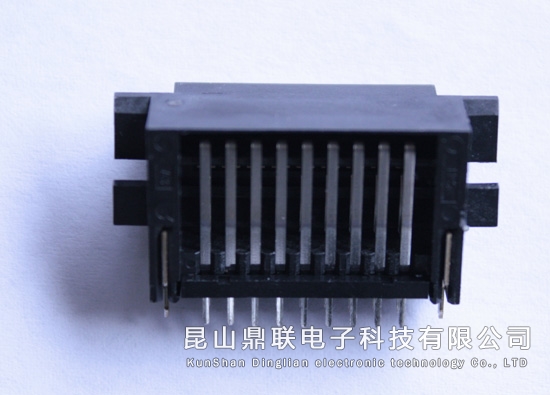
���ܳ�ѹ������������ص㼰������������
- ����ʱ�䣺2016-10-18
- �����1737��
- ����: admin

���� ���ܳ�ѹ������������ص㼰���������������£�
����1.���塢���ϣ�
������1��ԭ�����ô�(��ͭ����ͭ������ȡ�
������2�����ߴ���ͼʾ�Ƿ����(����Ʒ�ij�����)��
������3���ܱ��ڲ��롢������ߡ���Ӳ(���塢���Ͳ��������Ҫ����0.1mm�� ��,���塢ͭ�塢��������Ҫ����0.05mm����)��
������4�����ϱ��������ѡ����ݡ����ˡ����ˡ��������ڰߵȡ�
������5��������ģ���������Ϲ��ˡ����˲��ϡ�
������6�����ϵ�Ӳ�ȡ�״̬(��Ӳ̬��ͭ����̬��ͭ��)��
����2.��ף�
������1����λ��ͼֽҪ��(һ�������������ߴ�ȷ��λ��)��
������2���������Ƿ����ͼֽ,����(ͨ��)�����߿�(���)�������ס�
������3���Ĵ�С�Ƿ����Ҫ��,�繥����M4��M3��M2��#6-32�ȵס�
������4���ĸ����Ƿ���ȷ(©���)��
������5���ױ��������ݡ����桢ë��,���Ƿ���嵹�Ǽ����С��
������6�����߿�ע�ⷭ�߷����߿�ƽ�롢���߸߶ȡ����ױ���
������7�����ǰ��˳���Ƿ���ȷ(�Ƿ��бܿ�,�Ƿ�Ӱ��������λ�ߴ�)��
������8�����������,������,�߲���λ��
������9�����ʱ,������ճ�з���,���˲�Ʒ;���ķ��ϵ�����ģ���Ʒ��,���� ��Ʒ;�����϶���ģ�߰�ģ,���˲�Ʒ��
����3.������
������1������С���߶ȡ��������Ƿ���ȷ��
������2��������֮��ijߴ��Ƿ����Ҫ��
������3�����ܷ�װ����Ӧ����;�����Ƿ����Ʒ���洹ֱ;����װ����ڶ��Ƿ�� ��
������4��װ�ź���������Ʒ�ij����Ƿ����Ҫ��
����4.���֣�
������1���ּ���������������ȱ����(��"7"��"�^")��
������2���ֺ����Ʒ�Ϻ����(��" "��ͬ��" ")��
������3���ּ���λ�á������Ƿ����Ҫ��
������4����©���ֻ���ʶ���(��©��"��"���)��
������5������ʱ�Ƿ�����Ʒ���Ρ����ˡ�
����5.����
������1�����γߴ��Ƿ��ꡣ
������2�����νǶ��Ƿ�ƫ��ƫС��
������3�����β���λ,R��ƫ��,�崲�½�������Ƿ���ѡ�
������4�����ϵķ���(������)�Ƿ���ȷ��
������5�����κ��Ƿ���������ѹ��,����ˡ����ˡ����Ρ�
������6������ǰ���˳�����,��©���Ρ�
������7�����κ�����Ƿ�����(�������λ,ͭƬ����)��
������8������ʱģ�߱ܿմ�С�Ƿ���,�Ƿ���������ƿס���λ���ȡ�
���ԣ����ٳ�ѹģ��
��ϵ����

�� �ƣ���ɽ�������ӿƼ�����˾
�� ���� 0512-55108928
�� ���� 13205159191
�� �棺 0512-55108926
�� ַ�� �й�����ʡ��ɽ�����������ֶ�·132�ţ�ԭ����·��
�� ҳ�� http://www.ksdinglian.net
��������ģ�ӹ�



��ַ:http://www.ksdinglian.net ������:��ICP��11031624�� ����֧��:̫�����繫˾ ����֧�֣��й��������Ĵ�����
��������